Injection Moulding Machine Tonnage Calculation Formula Pdf
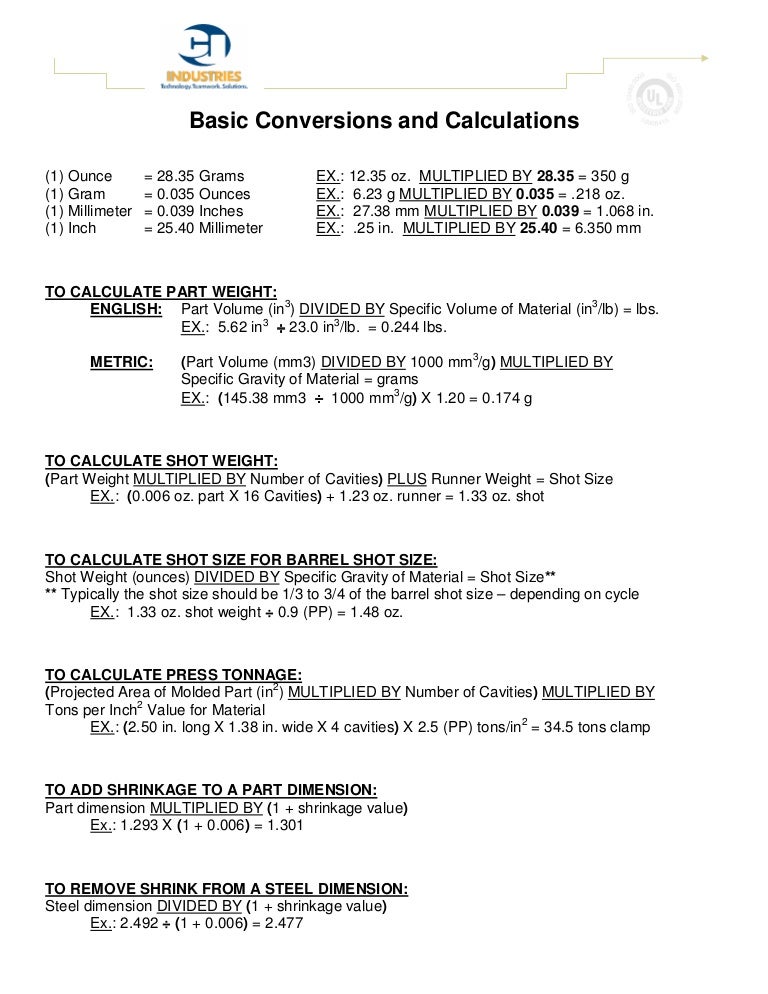
Basic Injection Molding Conversions And Calculations

Injection Moulding Calculations Pdf

Pdf Implementation Of Fmea In Injection Moulding Process
Clamping Tonnage Vs Shot Weight Widget For Injection Molding Calculation
Injection Moulding Modified

Injection Unit An Overview Sciencedirect Topics
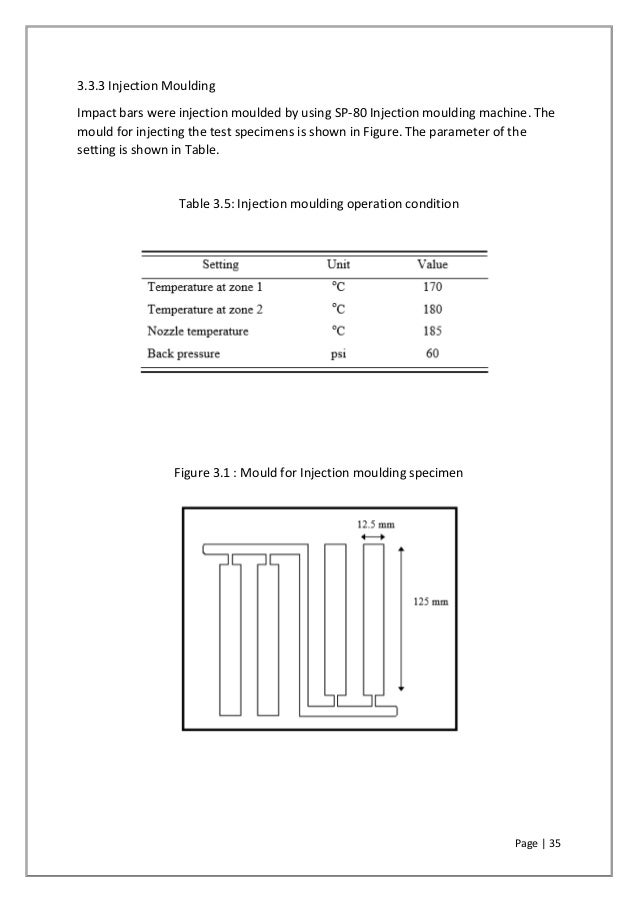
Calculation the mold is constructed and put in a 25 ton machine for first run sampling.
Injection moulding machine tonnage calculation formula pdf.

Pdf Desktop Injection Moulding Machine Mohamed Amjad Academia Edu
Effect Of Flame Retardant Additives In Flame Retardant Grade Of Abs

Pdf Plastic Injection Moulding Abdul Hannan Academia Edu

Pdf An Experimental Investigation Of The Effects Of Hot Runner System On Injection Moulding Process In Comparison With Conventional Runner System

Design Analysis For Components Of Pneumatic Injection Moulding Machine Using Pro E Pdf Free Download

Molding Cycle An Overview Sciencedirect Topics

Key Design Parameters And Optimal Design Of A Five Point Double Toggle Clamping Mechanism Sciencedirect

Mould Theory

Chillers For Plastics Industrial Water Chilling

Reducing Ghost Marks In Injection Molded Plastic Parts By Using External Gas Assisted Holding Pressure Sciencedirect

Injection Molding Machine Beaumont Technologies Inc
Plastic Injection Moulding Dies Mechanical Engg Me Summer Indust
Https Link Springer Com Content Pdf 10 1007 2f978 1 4615 4597 2 2 Pdf
Http Portal Unimap Edu My Portal Page Portal30 Lecture 20notes Kejuruteraan Mekatronik Semester 202 20sidang 20akademik 2020092010 Ent 20155 20 20manufacturing 20processes Chapter 205 Moulding 20process Pdf
2 Injection Moulding

Final Report Plastic Injection Molding Mechanical Engineering Plastic
The Outline Of Injection Molding

Tooling How To Select The Right Tool Steel For Mold Cavities Plastics Technology
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctgbldebjeekgp1 Ktytwn9rzsjqizoy8xq2phxiycrw0fxsgmh Usqp Cau

Pdf Energy Performance Evaluation And Improvement Of Unit Manufacturing Processes Injection Molding Case Study

Pdf Design And Fabrication Of Single Cavity Injection Mold Using Hot Runners And Direct Hot Tip Gates Design And Fabrication Of Single Cavity Injection Mold Using Hot Runners And Direct Hot Tip Gates

Pdf Tpm Implementation In Automotive Component Manufacturing Companies To Analyze Efficiency Injection Machine
Https Core Ac Uk Download Pdf 48536889 Pdf
Https Crescent Education Wp Content Uploads 2019 02 Module I Injection Molding Process Pdf
Source : pinterest.com
